
The
clamping force refers to the large clamping force that can be applied to the
mold by the mold clamping structure of the injection molding machine. It is set
in order to resist the expansion force that occurs when the molten rubber fills
the mold under a high injection pressure.
During
injection molding, the concave and convex molds are tightly closed together,
and then the molten plastic is injected into the cavity. In order to avoid the
mold parting surface being pushed open by the cavity pressure, it is necessary
to apply a clamping force to the mold, otherwise the parting surface will
overflow, resulting in flashing of the product and greatly reducing the product
yield. However, too much clamping force will not only increase the wear of the
mold, reduce the exhaust effect in the cavity, cause the product to scorch or
lack of material, but also improve the requirements for the injection molding
machine: the machine is added with force, the wear is increased, and the
shortened In addition to the mold clamping structure and the life of the
hydraulic system, power spoilage will also be formed.
In
addition to the unstable clamping force of the machine itself, it will reduce
the yield of the product and shorten the service life of the injection molding
process of the injection molding machine. The processing accuracy of the mold
is not good enough, and the parallelism is not high enough. When the partial
load is severe, it even causes the injection molding processing rod of the
injection molding machine to crack, which stops the production and brings
unnecessary losses to the enterprise.
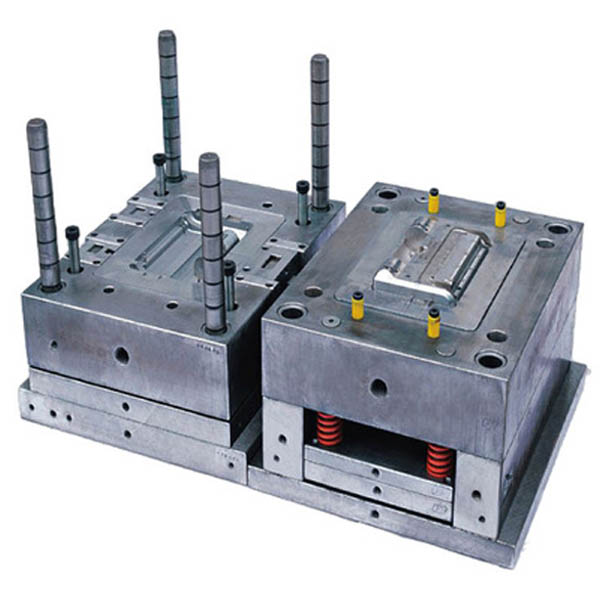
The
processing design of injection molds is highly valued in the field of
industrial machinery today, and its applications are numerous and wide. There
is an injection mold in mold design, which is also a more popular one. For the
clamping force of injection molding,
so what
should we pay attention to?
(1) The
wall thickness should be as uniform as possible, and the draft angle should be
large enough.
(2) The transition part should gradually
and smoothly transition to prevent sharp corners.
(3) Gate. The runner should be as wide
and thick as possible, and the gate position should be set according to the shrinkage
and condensation process. If necessary, cold wells should be added.
(4) The surface of the mold is smooth and
the roughness is low (0.8)
(5) The exhaust holes and grooves must be
sufficient to exhaust the air and gas in the melt.
(6) In
addition to PET, the wall thickness should not be too thin, generally not less
than 1mm.
The
maintenance of injection mold processing is very important. It should be known
that any damage to the plastic mold processing factory may result in the
suspension of production. Under the normal operation of the mold, test the
performance of various parameters of the mold to determine the current
condition of the mold. If there is a problem, the cavity, core, cooling system
and parting surface can be detected for damage. At the same time, several
important parts must also be tested for key points: ejection, the role of the
guide component is to ensure the mold opening and closing movement and ejection
of the plastic parts, if there is damage to the parts, it may stop production.
Therefore, if there is any wear or other problems, it is necessary to detect
them early to prevent unnecessary attacks.







Xiamen JY Machinery Technology Co.,Ltd










